

در دنیای لیزرهای صنعتی، سه خانواده اصلی از سورسها وجود دارند: CW (پیوسته)، QCW (شبهپیوسته یا Quasi-CW) و MOPA. هر یک از این فناوریها برای هدفی خاص طراحی شدهاند و درک تفاوت آنها برای انتخاب درست در کاربردهای جوشکاری، حکاکی یا برش فلزات حیاتی است. در این مقاله به معرفی سورس لیزر QCW و مقایسه آن با نوع CW میپردازیم.
به اطلاعات جامع تری نیاز دارید: سورس لیزر فایبر چیست؟
مفهوم QCW در لیزرها
عبارت QCW مخفف Quasi Continuous Wave است؛ به معنای “شبهپیوسته”. در حالی که در لیزرهای CW تابش نور بهصورت مداوم و یکنواخت انجام میشود، در QCW تابش بهصورت پالسهایی با مدتزمان کوتاه (چند میلیثانیه) ولی توان پیک بالا صورت میگیرد. بهعبارت سادهتر، QCW ترکیبی از ویژگیهای لیزرهای پیوسته و پالسی است:
- مانند لیزر CW پایدار و قابل کنترل است،
- اما مانند لیزر پالسی توان لحظهای بسیار بالایی دارد.
پیش از هرچیز بخوانید: سورس لیزر CW چیست؟
نحوه عملکرد سورس لیزر QCW
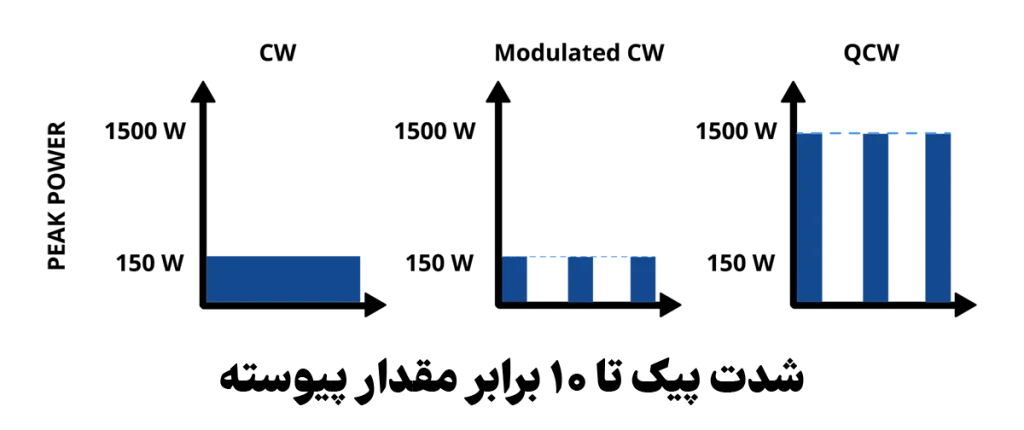
در این نوع سورس، درایور توان الکتریکی را نه بهصورت دائمی بلکه در بازههای زمانی کوتاه به ماژول پمپاژ منتقل میکند. هر پالس شامل مقدار مشخصی انرژی است که در مدتزمان بسیار کوتاهی آزاد میشود. به این ترتیب، توان پیک (Peak Power) ممکن است چندین برابر توان متوسط دستگاه باشد، بدون آنکه به سیستم خنککننده یا منبع تغذیه سنگین نیاز داشته باشد.
برای مثال، سورسی با توان متوسط ۳۰۰ وات در حالت QCW میتواند پالسهایی با توان پیک تا ۳۰۰۰ وات تولید کند. این ویژگی باعث میشود بتوان از لیزر QCW برای جوشکاری یا برشهای دقیق استفاده کرد؛ جایی که نیاز به دمای بالا ولی کنترل حرارت محیطی وجود دارد.
تفاوتهای اصلی بین QCW و CW
CW به معنای “موج پیوسته” است؛ یعنی سیستم لیزر تا زمان توقف عمل، خروجی نوری را بهصورت مداوم ساطع میکند. این نوع لیزرها معمولاً دارای توان «متوسط» بالاتر و توان پیک پایینتر هستند.
QCW به معنای “موج شبهپیوسته” است؛ به این معنی که لیزر بهصورت پالسهایی با دوام کوتاه اما تکرار بالا فعالیت میکند. مزیت اصلی آن توان پیک بالا و ورودی حرارتی کم است که برای قطعات حساس به حرارت مناسب است.
مقایسه کلیدی
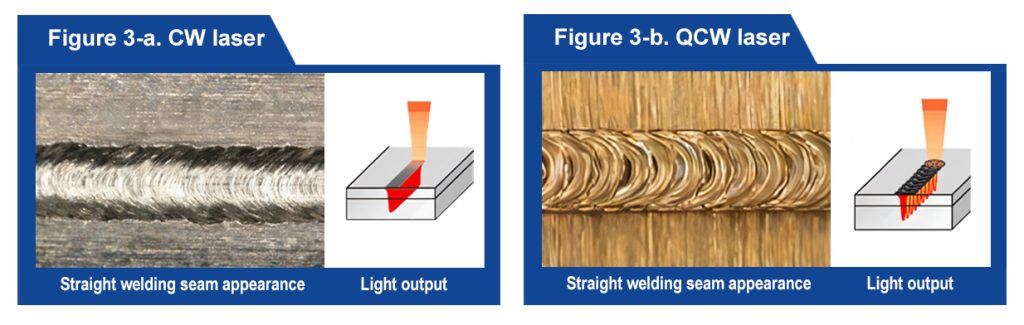
- در حالت CW، حرارت بهصورت یکنواخت وارد ماده میشود که برای اتصالها یا برشهای پیوسته کاربردی است.
- در حالت QCW، هر پالس توان بیشتری دارد و ورودی حرارتی لحظهای بیشتری ارائه میدهد، در نتیجه برای مواد نازک یا حساسبهحرارت گزینه بهتری است.
- عملیات تنظیم در QCW پیچیدهتر است؛ چون پارامترهایی مانند فرکانس پالس، طول پالس و Duty Cycle باید دقیق تعیین شوند. در مقابل، CW با تنظیمات سادهتر کار میکند.
در جدول زیر مقایسه QCW و CW را در حوزههای مختلف برای شما اشاره کرده ایم.
| ویژگی | لیزر CW | لیزر QCW |
|---|---|---|
| نوع تابش | پیوسته و مداوم | پالسهای کوتاه شبهپیوسته |
| توان پیک | برابر با توان نامی | چند برابر توان نامی |
| کنترل حرارت | سختتر در مواد نازک | کنترلشدهتر، مناسب قطعات ظریف |
| راندمان الکتریکی | بالاتر در حالت پایدار | کمی پایینتر بهدلیل پالسینگ |
| کاربرد معمول | برش مداوم، حکاکی عمیق | جوشکاری دقیق، میکروپروسسینگ |
بهطور خلاصه، اگر در فرآیند خود نیاز به حرارت یکنواخت و طولانی دارید، CW انتخاب بهتری است. اما اگر هدف شما اعمال حرارت متمرکز و لحظهای بدون آسیب به اطراف محل جوش یا برش باشد، QCW گزینهی ایدهآل است.
کاربردهای صنعتی لیزر QCW
فناوری QCW در صنایعی که دقت و ظرافت اهمیت زیادی دارد، جایگاه ویژهای دارد. مهمترین کاربردهای آن عبارتاند از:
- جوشکاری فلزات ظریف و گرانقیمت
در صنایع طلا و جواهرسازی، ساعتسازی و ابزار پزشکی، لیزر QCW برای جوش دادن قطعات نازک بدون تغییر رنگ یا تاب برداشتن فلز استفاده میشود. - تولید قطعات الکترونیکی و سنسورها
دمای بالای پیک پالس باعث میشود بتوان اتصالات میکروسکوپی را بهصورت تمیز و دقیق جوش داد. - میکروماشینینگ و سوراخکاری دقیق
توان لحظهای بالا امکان ایجاد سوراخهای کوچک و برشهای ظریف را روی فلزات، سرامیک و پلیمرها فراهم میکند. - جوش لیزری در صنعت پزشکی
در تولید ابزارهایی مثل استنت، سوزن یا قطعات تیتانیومی ایمپلنت، QCW به دلیل حداقل ناحیه آسیب حرارتی انتخاب اول مهندسان است.
مزایا و محدودیتهای لیزر QCW
به مانند حالت های مختلف دیگر، این مدل لیزرها نیز مزایا و محدودیت های خود را دارند.
مزایا:
- توان پیک بالا با مصرف انرژی متوسط
- کاهش منطقه حرارتی آسیبدیده (HAZ)
- کیفیت سطح بالا در جوشهای ظریف
- سازگاری با سیستمهای خنکسازی کوچکتر
محدودیتها:
- مناسبتر برای کاربردهای دقیق، نه تولید انبوه
- هزینه اولیه بالاتر نسبت به لیزر CW در توان مشابه
- نیاز به تنظیم دقیق پارامترهای پالس (مدت، فرکانس و duty cycle)
نمونه صنعتی (مطالعه موردی کوتاه)
در یکی از خطوط تولید تجهیزات پزشکی در چین، جایگزینی سورس QCW با CW برای جوشکاری لولههای تیتانیومی موجب شد:
- دمای قطعه تا ۳۰٪ کاهش یابد،
- نرخ خرابی قطعات از ۴٪ به کمتر از ۱٪ برسد،
- و زمان سرد شدن در هر چرخه تولید ۲ ثانیه کمتر شود.
این نتایج نشان داد QCW میتواند در فرآیندهایی که کنترل حرارت حیاتی است، کارایی چشمگیری داشته باشد.
جمعبندی و خلاصه
سورس لیزر QCW را میتوان پلی میان CW و MOPA دانست؛ ترکیبی از پایداری تابش پیوسته و انعطاف پالسهای قابل کنترل. در حالی که CW برای برشهای مداوم مناسبتر است، QCW در کاربردهای دقیق و ظریف میدرخشد.
در مقاله دیگر، بهصورت مقایسهای و عددی، تفاوتهای CW، QCW و MOPA را بررسی خواهیم کرد تا انتخاب بهینه برای هر نوع فرآیند صنعتی روشن شود.